
잠호용접. 자동용접이라고 들어보셨나요?
이 용접법은 용접Process로 정확히 말하면
SAW (Submerged Arc Welding)을 말하는 것입니다. SAW가 자동용접인지 아닌지는아닌지는 뒤에 말씀 드리겠습니다.
용접할 때 Arc가 시야에 보이지 않기 때문에 잠호용접이라고도 합니다. SAW는 용접할 개선부에 Flux를 도포하고 이 Flux속에서 용접Electrode여 모재 사이에 Arc를 발생시켜서 Arc열에 의해서 용융됭 용접이 됩니다.

사진과 같이 용접중에 Arc가 Flux 속에 있어서
Arc가 보이지 않습니다.
Arc가 눈에 보이지 않고
용접이 됩니다.
마치 보이지 않는 잠수함 처럼 잠호하여
용접이 되기때 문에 잠호용접이라고 합니다.
SAW는 다른 용접 Process에 비해 용접능률과
효율이 좋은 용접방법으로 용접할 두께가 두꺼운 재료인 경우 적용하는 용접방법으로 흔히 H-Beam (Build up beam)이나 Drum 용접에 주로 적용되며 대구경의 두꺼운 Pipe용접에 적용됩니다. 이 외에도 Overlay 용접에도 적용되며 Boiler의 Water wall에도 많이 적용되고 있습니다.

이때 경우에 따라서 용접능를과 경제성을 목적으로 Welding Torch(Head)를 여러개 구성하여 용접하는 Tandem용접을 하는 경우도 있습니다. Wire 하나로 용접하는 것 보다 두개이상 동시에 적용되는 Tandem 용접은 능룔이 훨씬 좋다는 것은 당연하겠지요. 이렇게 SAW는 용접의 효율성과 품질이 우수한 용접기법입니다. 때에 따라선 얼마든지 개선하여 작업할 수도 있고요.
SAW는 다른 용접 Process에 비해 주의해야 하는것은 개선부의 정밀을 요하는 것과 후판에 적용하는 용접이기 때문에 불량이 나면 수정 작업을 하는데 후판에 적용되는 SAW를 감안하면 시간이 많이 소요 될 수 있기 때문에 개선부 정도와 비율 그리고 예열과 청결이 중요합니다.

개선부는 개선의 폭과 용접부 깊이를 잘 고려해서 용접해야 하는데용접부의 폭에 비해 깊이가 많이 깊은 경우 크랙(Finger Crack)이 발생 될 소지가 있으므로 예후열 관리와 함께 신경을 써야 합니다.
보통 SAW를 자동용접이라고 하는데 엄밀히 말하면 자동용접이 아닙니다. 아마도 SAW 가 SMAW, FCAW, GTAW 그리고 산소용접 등에 비해 상대적으로 기계가 하는 일이 많고 사람에 의해 조작되는 부분이 작기 때문에 상대적으로 자동용접이라고 부를 수 있습니다.

이것은 ASME Code의 Welding Type으로 보면
자동용접 (Automatic Welding)이 아니라
기계용접 (Machine Welding)으로
분류되어 있습니다..

간단히 말하자면 자동용접은 용접시작 스위치를 누루고 작업자가 무었을 하든지 신경쓰지 않더라도 용접이 잘 되고 작업자가 의도한 대로 용접이 완료될 수 있으면 자동용접인데 SAW는 시작부터 끝날 때까지 관찰이 필요하고 용접 중에 용접 Control을 해야 건전한 용접을 할 수 있기 때문입니다.
그래서 SAW는 자동용접이 아니라는 것이고
자동용접이 아닌 기계용접 입니다.
좀 어색하죠. 기계용접^^

SAW는 Flux와 Wire로 조합이 됩니다.
이 부분은 분량이 많기 때문에 본 포스팅에서 언급하지 않겠습니다. 다만 Flux는 용접중에 슬래그로 소비되고 일부는 회수 되는데 용접부와 직접적인 접촉과 희석이 되는 Flux이기 때문에 사용시 건조하는 것이 중요하고 흡습되는 일이 없도록 관리해야 합니다.

Flux로 인해 용접불량이 발생하는 경우가 많기 때문에 건조로에서 꺼내어 사용할경우 용접장치에 있는 Flux 저장 Box에 열선을 감아 온도 유지를 해주는 등 관리를 잘해야 합니다. Flux의 경우 제조 방법에 따라 용융형 Flux와 소결형(Sintered) Flux가 있는데 통상적으로 용융형(Fused) Flux를 많이 사용하고 있습니다.

Flux는 흡습성, Dust발생, 용입성, 슬래그 박리성,
용접 후 외관, 다층용접성, 가스발생, 입도 등
여러 가지를 고려하는데
소결형과 용융형의 경우
재료에 따라 검토하여 선정하고
사용하면 되겠습니다.
SAW PQ Test를 하거나 실 용접시 이러한 사항을 잘 관찰하여 용접성과 작업성이 좋은 용접 Wire와 Flux 조합을 가져 가는 것이 좋습니다.
Flux와 Wire 조합은 능한 용접재료 Maker에서 나오는 조합으로 사용하면 되는데 Maker 권장 조합이 아닌 Wire와 Flux조합을 구성하는 경우 PQ Test를 실시하여 용접 건전성에 대한 인증을 해야 합니다. 제품 안정성과 건전한 용접부를 얻기 위해 반드시 확인하고 근거 서류로 남기고 유지관리 하는게 당연한 것입니다.
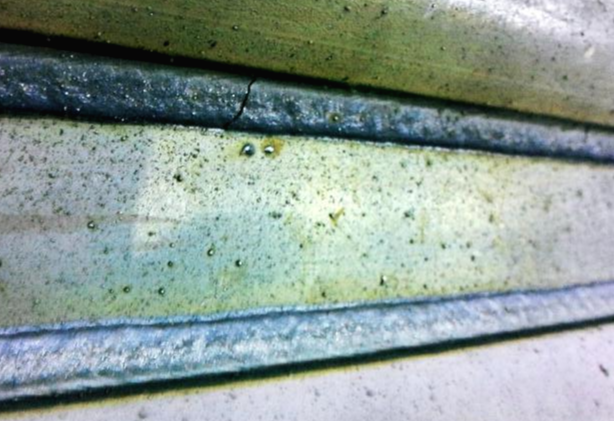
SAW 용접결함으로
포크마크(Pork Mark)
기공(Blowhole, Porosity),
균열(Crack),
언더컷(Undercut),
슬래그혼입 (Slag Inclusion),
용입부족(Incomplete Fusion),
오버랩(Overlap)이 주요 결함이며
이 중에 슬래그 혼입과 포크마크는
SAW에서 나올 수 있는 주요 결함이기도 합니다.
그 외의 결함은 용접을 하면 타 용접 Process에도 나올 수 있는 결함들 입니다.
이상과 같이 SAW에 대한 포스팅이 였습니다.

'용접이야기' 카테고리의 다른 글
| 용접) 용접 각장과 각목 그리고 용접 시 주의 사항 (8) | 2022.02.20 |
|---|---|
| WPS에 들어가는 P-No., Gr. No., SFA No., A-No., F-No. & AWS Class. 의미 [ ASME MATERIAL (0) | 2022.02.12 |
| 세상에~~ TAG용접 / Tag용접 / 태그용접! 이게뭐야? (0) | 2022.02.04 |
| 용접각장과 각목 그리고 용접 시 주의사항 (0) | 2022.02.01 |
| 언제나 도움되는 용접정보 도우미! WELDING HANDBOOK or WELDING CATALOG(용접 핸드북 or 카탈로그) 활용하기 (0) | 2022.01.31 |




댓글