
WPS (WELDING PROCEDURE SPECIFICATION 용접절차서, 용접시방서, 용접절차사양서) PQR (PROCEDURE QUALIFICATION RECORD 시공인증기록서) 작성 및 용접을 하는 경우 GAS를 사용하게 되는데 사용되는 GAS에 대해 알아보겠습니다.

우선 WPS 항목으로 SHIELDING GAS, BACKING GAS, TRAILING GAS 가 나오는데 하나씩 보겠습니다.
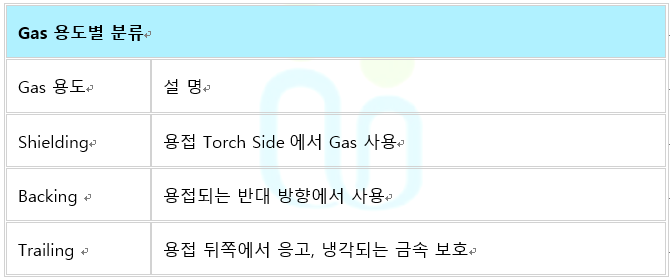
SHIELDING GAS는 활성 가스인 ARGON이나 HELIUM 그리고 불활성 가스인 CO2를 이용하여 용접할 때 ARC 보호를 하고 용융 금속의 산소나 질소 그리고 수소 등의 침투를 방지하기 위해 사용되는 GAS를 의미합니다.

WPS 작성 시 SHIELDING GASE는 ASME CODE SEC. IX QW-408.2 사항이 필수 변수이므로 변경 시 PQ TEST 해야 합니다.

BACKING GAS는 산화를 방지하기 위해 BASE METAL 뒷면에 GAS를 흐르게 하여 산화 방지를 위해 사용되는 GAS를 말합니다. Ar, CO2, N2 가스 등이 사용됩니다. 이 가스는 ASME CODE SECTION IX QW-408.2에 대해서는 필수 변수입니다.
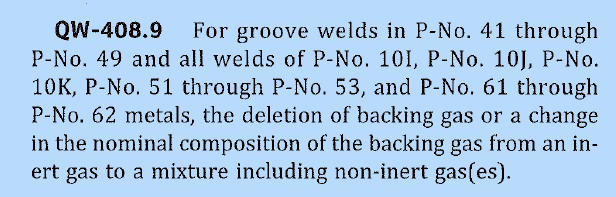
WPS 작성 시 GAS BACKING이 추가되거나 삭제된 경우와 FLOW RATE가 15% 이상 감소의 경우, 성분이 달라진 경우 재 PQ TEST 대상입니다.

TRAILING GAS는 Zr이나 Ti 등 ACTIVE METAL에 대해 용접 중 그리고 용접 후 낮은 온도까지 용접금속이 냉각되기까지 대기로부터 용접부를 보호해 주기 위해 사용되는 가스입니다. 후행 가스라고도 하는데 BACKING GASE는 용접이 끝나면 GAS 공급을 해주지 않아도 되지만 TRAILING GAS는 용접 후에도 일정 시간 GAS 공급을 해 줘야 하는 차이가 있습니다.

TRAILING GAS를 사용해야 한다면 제품에 따라 차이는 있겠지만 TRAILING GAS 공급을 위한 DEVICE를 만들어 사용하는 것을 검토해야 합니다. 용접부의 확실한 보호를 위해 고려해야 할 사항입니다. TRAILING GAS는 WPS 작성 시 P-No. 10I, 5X, 6X에 대해 후행 가스를 생략하거나 성분을 변경, 10% 이상 Flow Rate를 감소시키면 재 PQ TEST를 해야 합니다.

감사합니다.
'용접이야기' 카테고리의 다른 글
| AWS D1.1 Visual Inspection (0) | 2022.04.17 |
|---|---|
| 용접결함 위치& 용접 불연속(Type of Fusion weld Discontinuities)형태 (2) | 2022.02.27 |
| 용접) TIG용접을 하는경우 WPS작성 시 PQR에 기록된 보호가스(Ar, He)를 임의로 변경 적용할 수 있을까? (2) | 2022.02.23 |
| 용접) 용접기호(Welding Symbol)에 대해 알아 봅시다.(AWS) (0) | 2022.02.22 |
| 용접) 타 회사의 WPS/PQR을 우리 회사 용도로 사용해도 되나요? (0) | 2022.02.21 |




댓글