
7.3.7 Hydrostatic Testing Requirements

7.3.7.1 The tank hydrostatic test shall be conducted before permanent external piping is connected to the tank
except for piping that is necessary to fill and empty the tank, which should have a flexible component to allow for settlement. 탱크 수압시험은 탱크를 채우고 비우는 데 필요한 배관을 제외하고 탱크에 영구 외부 배관을 연결하기 전에 수행해야 하며, 여기에는 정착을 위한 유연한 구성품이 있어야 한다.
Attachments to the shell defined in 5.8.1.1, located at least 1 m (3 ft) above the water level, and roof appurtenances may be welded during the filling of the tank with water.
5.8.1.1에서 정의한 쉘과 부착물은, 수위 위로 최소 1m(3ft) 위에 위치하며, 탱크를 물로 채우는 동안 Roof 부속품을 용접할 수 있다.
After completion of the hydro-test, only nonstructural small attachments may be welded to the tank in accordance with 7.2.1.12. Any welded joints above the test water level shall be examined for leakage by one of the following methods:
수압시험을 완료한 후에는 7.2.1.12에 따라 구조화되지 않은 소형 부착물만 탱크에 용접할 수 있다. 시험 수위 위의 용접된 접합부에서 다음 방법 중 하나를 사용하여 누출을 검사해야 한다.
1) applying a highly penetrating oil on all interior weld joints, e.g. automobile spring oil, and examining the outside of the joints for leakage;
모든 내부 용접 접합부(예: 자동차 스프링 오일)에 침투성이 높은 오일을 도포하고 조인트 외부 누출을 검사한다.
2) applying vacuum to either side of the joints or applying internal air pressure as specified for the roof test in 7.3.8 and visually examining the joints for leakage; or 7.3.8의 루프 시험에 진공 적용 또는 내부 공기 압력 적용 및 조인트의 누출을 육안으로 검사; 또는
3) using any combination of the methods stipulated in Sub items 1 and 2.
하위 항목 1과 2에 명시된 방법을 조합하여 사용한다.
7.3.7.2 The Manufacturer shall be responsible for the following.
1) Preparing the tank for testing. This shall include removal of all trash, debris, grease, oil, weld scale, weld spatter, and any other matter not intended to be in the tank from the interior and the roof(s) of the tank.
시험용 탱크를 준비한다. 여기에는 모든 폐기물, 이물질, 그리스, 오일, 용접 눈금, 용접 스패터 및 탱크의 내부 및 지붕에서 탱크에 담기 위한 것이 아닌 기타 물질의 제거가 포함되어야 한다.
2) Furnishing, laying, and removing all lines from the water source tie-in location and to the water disposal point as prescribed on the Data Sheet, Line 14. Data Sheet, Line 14에 명시된 바와 같이 물의 침수 지점과 물 공급원의 침수 지점에 모든 라인을 장착, 배치 및 제거한다.
3) Filling and emptying the tank. (See 1.3 for Purchaser responsibility to obtain any required permits for disposal of water.) 탱크 충전 및 비우기 (수처리에 필요한 허가를 획득하는 구매자의 책임은 1.3을 참조.)
4) Cleaning, rinsing, drying, or other prescribed activity, if specified on Data Sheet, Line 14, following the hydro test to make the tank ready for operation.
세척, 헹굼, 건조 또는 기타 규정된 활동(데이터 시트, 라인 14에 지정된 경우), 수압 시험에 따라 탱크가 작동할 수 있도록 준비한다.
5) Taking settlement measurements
(unless explicitly waived by the Purchaser on the Data Sheet, Line 14).
(데이터 시트, 라인 14에서 구매자가 명시적으로 포기한 경우가 아니라면)
6) Furnishing all other test materials and facilities, including blinds, bolting, and gaskets (see 4.9).
블라인드, 볼트 및 개스킷을 포함한 기타 모든 테스트 소재 및 시설물 장착(4.9항 참조).
7) Checking the wind girders for proper drainage during or following the hydro-test. If water is retained, additional drainage shall be provided subject to the Purchaser's approval.
수압시험 중 또는 시험 후 Wind girder 배수가 적절한지 확인한다. 물이 남아 있는 경우 추가적인 배수를 위해 구매자의 승인을 받아야 한다.
7.3.7.3 The Purchaser shall be responsible for the following. 구매자는 다음을 책임진다.
1) Furnishing and disposing of the water for hydro-testing the tank from the water source tie-in location as designated on the Data Sheet, Line 14. If biocide or caustic additions are specified to the Manufacturer, the Purchaser is responsible for determining or identifying disposal restrictions on the treated water. Data Sheet, Line 14에 지정된 대로 수자원의 침목 위치에서 탱크를 수압 시험하기 위한 물을 주입 및 폐기 제조 업체에 바이오 사이드 또는 가성 첨가물이 지정된 경우, 구매자는 처리된 물에 대한 처분 제한을 결정하거나 확인할 책임이 있다.
2) Specifying the test water quality. Potable water is preferred for hydro-testing. The Purchaser shall consider issues such as
시험 수질 지정 물을 시험하기 위해서는 음용수를 사용하는 것이 좋다. 구매자는 다음과 같은 문제를 고려해야 합니다.
a) low temperature brittle fracture, 저온 깨짐
b) freeze damage, 동결 손상,
c) amount of suspended solids, 부유물질 양,
d) sanitation issues, 위생문제,
e) animal/plant incubation and/or growth, 동물/식물 배양 및/또는 성장
f) acidity, 산도,
g) general corrosion, 일반 부식,
h) pitting, 피팅,
i) protecting against cathodic cells, 음극 세포로부터 보호,
j) microbiologically-induced corrosion, 미생물학적 부식,
k) material dependent sensitivity to trace chemical attack, 화학적 공격 추적에 대한 재료 의존적 민감도,
l) disposal, 처분
m) residuals left in the tank after emptying. 비운 후 탱크에 남아 있는 잔재
3) If consideration of above issues indicates unacceptable risks, Purchaser shall consider mitigating actions. 상기 사항에 대한 고려가 허용할 수 없는 위험을 나타내는 경우, 구매자는 조치 완화를 고려한다.
Mitigation actions may include: 완화 조치에는 다음이 포함될 수 있다.
a) pre-test sampling of the test water to establish a baseline test for water quality,
수질기준시험을 위한 시험용수의 사전시험
b) water treatment, 물 처리,
c) catholic protection, 음극 방식,
d) water quality and/or corrosion monitoring, 수질 및/또는 부식감시
e) post-test rinsing or other treatments to remove surface contaminants.
시험 후 헹굼 또는 표면 오염물 제거를 위한 기타 처리
4) If the Purchaser-supplied test water causes corrosion, the Purchaser is responsible for the required repairs. 구매자가 공급한 시험수가 부식을 일으키는 경우, 구매자는 필요한 수리를 책임진다.
5) For the following metallurgies, describe on the Data Sheet, Line 14, (using a Supplemental Specification) any additional restrictions on the water quality. 다음의 금속활자의 경우, (보완 사양 사용) 데이터 시트, 라인 14(추가 사양 사용)에 수질에 대한 추가 제한 사항을 설명한다.
a) Carbon Steel-For carbon steel equipment where water contact exceeds 14 days, including filling and draining (e.g. consider adding an oxygen scavenger and a biocide, and raise the pH by the addition of
caustic. 탄소강 충전 및 배출을 포함하여 수분 접촉이 14일을 초과하는 탄소강 장비(예: 산소 스캐빈저 및 바이오 코시드를 추가하고 가스터스틱을 추가하여 pH를 상승시킨다.
b) Stainless Steel-See Annex S and Annex X. 스테인레스강-부속문서 S 및 부록 X 참조
c) Aluminum Components-See Annex AL. 알루미늄 구성 부품 - 부록 A 참조
7.3.7.4 For carbon and low-alloy steel tanks, the tank metal temperature during hydrostatic testing shall not be colder than the design metal temperature per Figure 4.1, as long as the water is prevented from freezing. 탄소강 및 저합금강 탱크의 경우, 정수압 시험 중 탱크 금속 온도는 물이 동결되지 않는 한 그림 4.1의 설계
금속온도보다 낮아서는 안 된다.
The Manufacturer is responsible for heating the test water, if heating is required, unless stated otherwise on the Data Sheet, Line 14. 제조업체는 데이터 시트, 라인 14에 달리 명시되지 않은 한 가열이 필요한 경우 테스트
용수를 가열해야 한다.
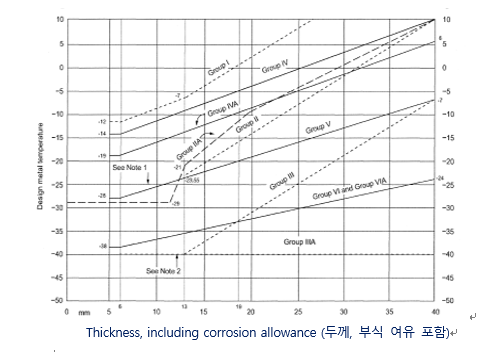
NOTE 1 The Group II and Group V lines coincide at thicknesses less than 13 mm
그룹 II과 그룹 V 라인은 13 mm 미만의 두께에서 일치
NOTE2 The Group III and Group IIIA lines coincide at thicknesses less than 13 mm
그룹 III과 그룹 IIIA 라인은 13 mm 미만의 두께에서 일치한다.
NOTE3 The materials in each group are listed in Table 4.4a and Table 4.4b.
각 그룹의 재료들은 테이블 4.4a와 4.4b 에 나열되어 있다.
NOTE 4 Deleted.
NOTE 5 Use the Group IIA and Group VIA curves for pipe and flanges (see 4.5.4.2 & 4.5.4.3).
배관 및 플랜지는 그룹 IIA 및 그룹 VIA곡선을 사용한다(4.5.4.2 및 4.5.4.3 참조).
NOTE 6 Linear equations provided in Table 4.3a can be used to calculate Design Metal Temperature 표4.3a에 수록된 NÒTE 6 선형 방정식은 각 API 재료 그룹 및 두께 범위에 대한 설계 금속
(DMT) for each API material group and the thickness range 두께 범위와 API재료 그룹을 위한 온도(DMT)
Figure 4.1a-Minimum Permissible Design Metal Temperature for Materials Used in Tank Shells without
Impact Testing (SI)
7.3.7.5 The minimum fill and discharge rate, if any, shall be specified by the Purchaser on the Data Sheet, Line 23.
최소 충전 및 방전 속도는 데이터 시트, 라인 23의 구매자가 지정해야 합니다.
when settlement measurements are specified by the Purchaser, the maximum filling rates shall be as follows, unless otherwise restricted by the requirements in 5.8.5.
구매자가 결제 측정치를 지정한 경우, 5.8.5의 요구사항에 의해 달리 제한되지 않는 한, 최대 충전 속도는 다음과
같아야 한다.
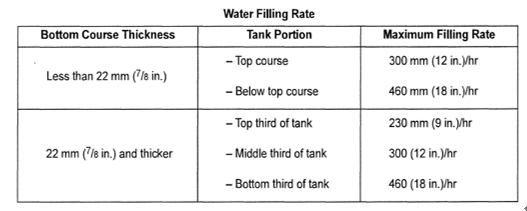
Filling may continue while elevation measurements are being made as long as the change in water elevation for a set of readings does not exceed 300 mm (12 in.). Unless waived on the Data Sheet, the Manufacturer shall make shell elevation measurements in accordance with the following
일련의 판독치에 대한 수위 변화가 300mm(12인치)를 초과하지 않는 한 표고 측정이 진행되는 동안 충전이 계속될 수 있다. 데이터 시트에 제시되지 않는 한, 제조업체는 다음에 따라 쉘 높이 측정을 수행해야 한다.
a) Shell elevation measurements shall be made at equally-spaced intervals around the tank circumference not exceeding 10m (32ft). The minimum number of shell measurement points shall be eight.
셸 고도 측정은 탱크 둘레가 10m(32ft)를 초과하지 않는 균일한 간격으로 실시하여야 한다. 쉘 측정 지점의 최소 개수는 8개여야 한다.
b) Observed elevations shall be referred to a permanent benchmark which will not be affected by tank settlement during hydro test. 관측된 고도는 수압 시험 중 탱크 침하의 영향을 받지 않는 영구 benchmark 를 참조해야 한다.
The level instrument shall be set up in positions to minimize the number of times the level
instrument needs to be moved around the tank. Six sets of settlement readings are required:
레벨 기기는 레벨 수를 최소화하도록 위치에 설치해야 한다.
계기는 탱크 주변으로 이동할 필요가 있다. 다음 6가지 정산 판독값이 필요하다.
1) Before start of the hydrostatic test; 수압 시험을 시작하기 전에;
2) With tank filled to 1/4 test height (±600 mm [2 ft]); 1/4 테스트 높이로 채워진 경우(±600mm[2ft]),
3) With tank filled to 1/2 test height (±600 mm [2 ft]); 1/2 시험 높이로 채운 경우(±600mm [2ft]),
4) With tank filled to 3/4 test height (±600 mm [2 ft]); 3/4 시험 높이까지 탱크를 채운 경우(±600mm [2ft]),
5) At least 24 hours after the tank has been filled to the maximum test height.
This 24-hour period may be increased to duration specified on the data sheet if the Purchaser so requires
for conditions such as:
탱크를 최대 시험 높이로 채운 후 최소 24시간 구매자가 다음과 같은 조건에 필요한 경우 이 24시간 기간은
데이터 시트에 명시된 기간으로 증가할 수 있다.
i. The tank is the first one in the area, 탱크는 이 지역에서 첫번째
ii. The tank has a larger capacity than any other existing tank in the area,
탱크는 해당 지역의 기존 탱크보다 용량이 크다.
iii. The tank has a higher unit bearing load than any other existing tank in the area,
탱크에는 해당 지역의 기존 탱크보다 높은 유닛 베어링 부하가 있다.
iv. There is a question regarding the rate or magnitude of settleπlent that will take place;
발생할 정착지의 비율 또는 규모와 관련된 질문이 있다.
6) After tank has been emptied of test water. 탱크가 시험 용수를 비운 후
NOTE) The three sets of settlement readings described in paragraphs 2, 3, and 4 above may be omitted
if specified by the Purchaser.
구매자가 지정한 경우 위의 항목 2, 3 및 4에서 설명하는 세 세트의 정산 판독치는 생략할 수 있다.
7.3.7.6 If settlement measurements are specified by the Purchaser, any differential settlement greater than 13 mm per 10m (1/2 in. per 32 ft) of circumference or a uniform settlement over 50 mm (2 in.) shall be reported to the Purchaser for evaluation. 구매자에 의해 측정이 지정되는 경우, 둘레 10m당 13mm(32ft당 1/2인치) 이상의 차등 해결 또는 50mm(2인치) 이상의 획일한 평가를 위해 구매자에게 보고해야 한다.
Filling of the tank shall be stopped until cleared by the Purchaser.
탱크 충전은 구매자에 의해 Clear될 때 중단 되어야 한다.
7.3.7.7 For floating-roof tanks, the maximum and minimum annular space between the shell and the roof rim plate prior to initial flotation and at the maximum test fill height shall be measured and recorded.
부유 지붕 탱크의 경우, 초기 굽기 전과 최대 시험 충만 높이에서 쉘과 지붕 림 플레이트 사이의 최대 및 최소 어눌러 공간을 측정하고 기록해야 한다.
7.3.7.8 Internal bottom elevation measurements shall be made before and after hydrostatic testing. Measurements shall be made at maximum intervals of 3 m (10ft) measured on diametrical lines across the tank.
수압 시험 전후에 내부 바닥 높이 측정을 수행해야 한다. 탱크 전체의 직경 선에서 측정한 최대 3m(10ft) 간격으로 측정해야 한다.
The diametrical lines shall be spaced at equal angles, with a maximum separation measured at the tank circumference of 10m (32 ft). 직경 라인은 동일한 각도로 간격을 두고 탱크 원주 10m(32ft)에서 측정한 최대 분리 값을 가져야 한다.
A minimum of four diametrical lines shall be used
7.3.7.9 AII elevation measurements shall be included in the Manufacturer's Post-Construction Document Package (see W1.5). 제조업체 포스트 시공 문서 패키지에 포함되어야 한다(W1.5 참조).
7.3.8 Testing of the Roof
7.3.8.1 Upon completion, the roof of a tank designed to be gas-tight (except for roofs designed under 완료 후 (7.3.8.2, F.4.4, 115 및 E.7.5에 따라 설계된 지붕을 제외하고) 가스 차단으로 설계된 탱크의 지붕은 다음 방법 중 하나로 시험해야 한다.
7.3.8.2, F.4.4, 115 and E.7.5) shall be tested by one of the following methods.
a) Applying internal air pressure not exceeding the weight of the roof plates and applying to the weld joints a bubble solution or other material suitable for the detection of leaks. 루프 플레이트의 중량을 초과하지 않는 내부 공기 압력 및 용접 이음부에 누출 감지에 적합한 거품 용액 또는 기타 재료를 도포한다.
b) Vacuum testing the weld joints in accordance with 8.6 to detect any leaks.
8.6에 따라 용접이음들을 진공 시험한다.
7.3.8.2 Upon completion, the roof of a tank not designed to be gas-tight, such as a tank with peripheral circulation vents or a tank with free or open vents, shall receive only visual examination of its weld joints, unless otherwise specified by the Purchaser. 완료 후 주변 순환 통풍구가 있는 탱크 또는 자유 환기구가 있는 탱크와 같이 가스를 차단하도록 설계되지 않은 탱크의 지붕은 달리 명시되지 않은 한 용접 접합부에 대한 육안 검사만 받아야 한다.
7.4 Repairs to Welds 용접 수정
7.4.1 AII defects found in welds shall be called to the attention of the Purchaser's inspector, and the inspector’s approval shall be obtained before the defects are repaired. 용접부에서 발견된 모든 결함은 구매자 검사관의 뜻에 따라야 하며, 결함이 수리되기 전에 검사관의 승인을 받아야 한다.
AII completed repairs shall be subject to the approval of the Purchaser’s inspector.
완료된 수정은 구매자 검사관의 승인을 받아야 한다.
Acceptance criteria are specified in 8.2, 8.4, and 8.5, as applicable.
승인 기준은 해당하는 경우 8.2, 8.4 및 8.5에 명시되어 있습니다.
7.4.2 Pinhole leaks or porosity in a tank bottom joint may be repaired by applying an additional weld bead over
the defective area.
탱크 하단 조인트의 Pinhole 누출 또는 다공성은 결함 부위에 용접 비드를 추가로 수정할 수 있다.
Mechanical caulking is not permitted. 기계식 코오킹은 허용되지 않는다.
Other defects or cracks in tank bottom or tank roof (including floating roofs in Annex C) joints shall be repaired as required by 8.1.7. 탱크 바닥 또는 탱크 지붕(부속문서 C의 부유 지붕 포함) 접합부의 기타 결함 또는 균열은 8.1.7에 따라 수리해야 한다.
8.1.7 Repair of Defective Welds 결함 있는 용접부의 수리
8.1.7.1 Defects in welds shall be repaired by chipping or melting out the defects from one side or both sides of the joint, as required, and re-welding. Only the cutting out of defective joints that is necessary to correct the defects is required. 용접부의 결함은 필요에 따라 이음의 한쪽 또는 양쪽에서 결함을 제거하고 다시 용접해야 한다. 결함을 교정하기 위해 필요한 결함 있는 조인트를 절단(제거)한다.
8.1.7.2 AII repaired welds in joints shall be checked by repeating the original examination procedure and by repeating one of the testing methods of 7.3, subject to the approval of the Purchaser. 이음부 내에 수정된 용접부는 원래 검사 절차를 반복하고 구매자의 승인을 받아야 하는 7.3의 시험 방법 중 하나를 반복하여 점검해야 합니다.
7.4.3 AII defects, cracks, or leaks in shell joints or the shell-to-bottom joint shall be repaired in accordance with 8.1.7. 모든 셸 조인트 또는 shell to bottom 연결부의 결함, 균열 또는 누출을 8.1.7항에 따라 수정해야 한다.
7.4.4 Repairs of defects discovered after the tank has been filled with water for testing shall be made with the water level at least 0.3 m (1 ft) below any point being repaired or, if repairs have to be made on or near the tank bottom, with the tank empty. 탱크를 시험하기 위해 물을 채운 후 발견된 결함의 수정은 수정 대상 지점보다 최소 0.3m(1ft) 낮은 지점 또는 탱크 하단 또는 근처에서 수리가 이루어져야 한다.
Welding shall not be done on any tank unless all connecting lines have been completely blinded.
모든 연결 라인이 완전히 Blinded 않은 한 탱크에서 용접해서는 안 된다.
Repairs shall not be attempted on a tank that is filled with oil or that has contained oil until the tank has been emptied, cleaned, and gas freed.
탱크를 비우고, 청소하고, 가스가 자유로워질 때까지 오일 또는 오일을 포함한 탱크에는 수리를 시도해서는 안 된다.
Repairs on a tank that has contained oil shall not be attempted by the Manufacturer unless the manner of repair has been approved in writing by the Purchaser and the repairs are made in the presence of the Purchaser's inspector.
오일을 포함한 탱크의 수리는 구매자가 서면으로 수리 방법을 승인하고 구매자 검사관이 있는 곳에서 수리가 이루어지지 않는 한 제조업체가 시도해서는 안 됩니다.

'품질이야기' 카테고리의 다른 글
| API 650 12TH ED.) WELDING PROCEDURE(WPS) AND WELDER QUALIFICATIONS (0) | 2022.02.07 |
|---|---|
| API 650 12TH ED.) 7.5 Dimensional Tolerances (0) | 2022.02.07 |
| API 650 12TH ED.) 5.7.4 Thermal Stress Relief (1) | 2022.02.07 |
| MILL TEST REPORT (MILL SHEET, MILL CERTIFICATE, MATERIAL TEST REPORT) 자재(소재)성적서 검토 (4) | 2022.02.06 |
| 품질) PQT, PRODUCTION, MOCK-UP, SIMULATION TEST에 대한 CONCEPT (0) | 2022.02.06 |




댓글