
간혹 주변 분들에게 PWHT에 대해 물어오는 사례가 있어 오늘은 흔한 CARBON STEEL에 대한 ASME Sec. I 에 규정된 PWHT 요건을 보겠습니다.

PWHT는 POST WELD HEAT TREATMENT의 약자로서 용접 후 열처리라고 합니다.
STRESS RELIEVING, ANNEALING 모두같은의미입니다. 제품을 만들어 용접한 후에 열처리를 해야하는지 말아야 하는지 PWHT를 하게되면 어떻게 해야하고 온도는 얼마로 해야하는지 알아야합니다.

PWHT는 ASME CODE에서 CONSTRUCTION CODE인 ASME SEC. I, III , VIII 그리고 B31.1에 따라 PWHT 요건 차이가 있으며 재질(BASE METAL)과 용접 두께에 따라 차이가 있습니다. 오늘은 이 중에서 ASME SEC.I PW-39-1에 나와 있는 CARBON STEEL에 대해서만 언급해 드리겠습니다.

ASME SEC.I PW-39에는 아래와 같이 언급이 되어 있는데 아래 TABLE P-NO.1 Group No.1, 2, 3이라고 나와 있는 것이 ASME CODE 상 CARBON STEEL로 분류된 MATERIAL GROUP 번호입니다.
아래 테이블을 보면 PWHT를 하는 경우 최소 HOLDING TEMPERATURE(유지시간)도 나와 있고 두께별 최소 HOLDING TIME(유지시간)도 명시되어 있습니다.
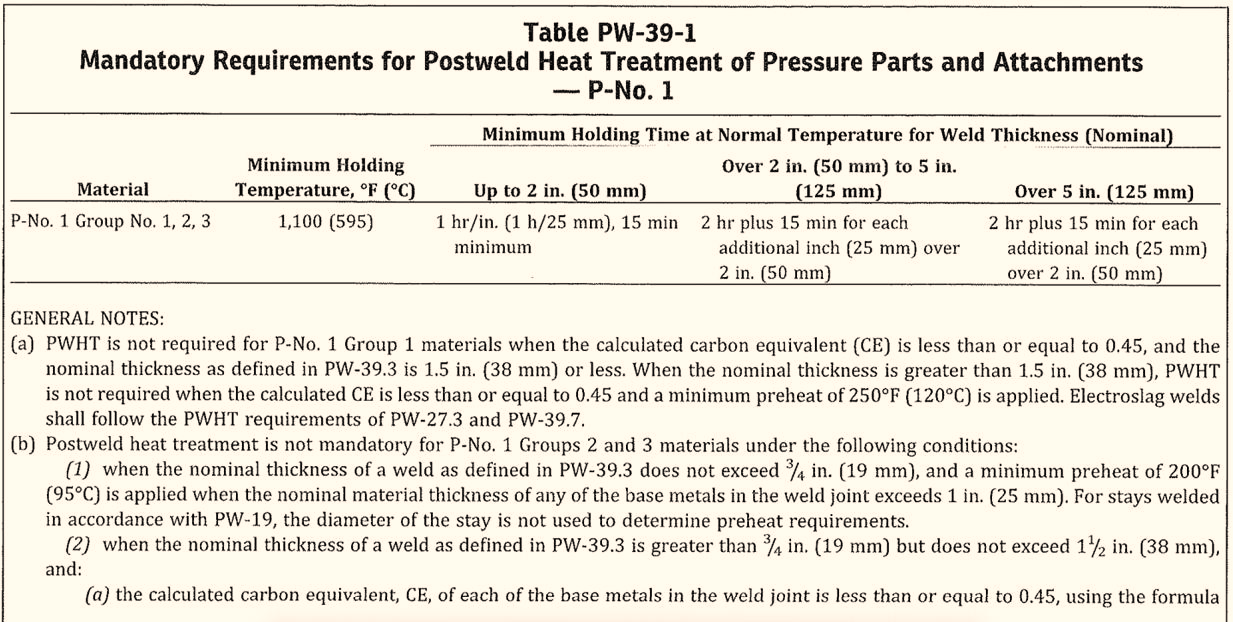

위 TABLE 상 GENERAL NOTE 내용상 주 내용을 보면
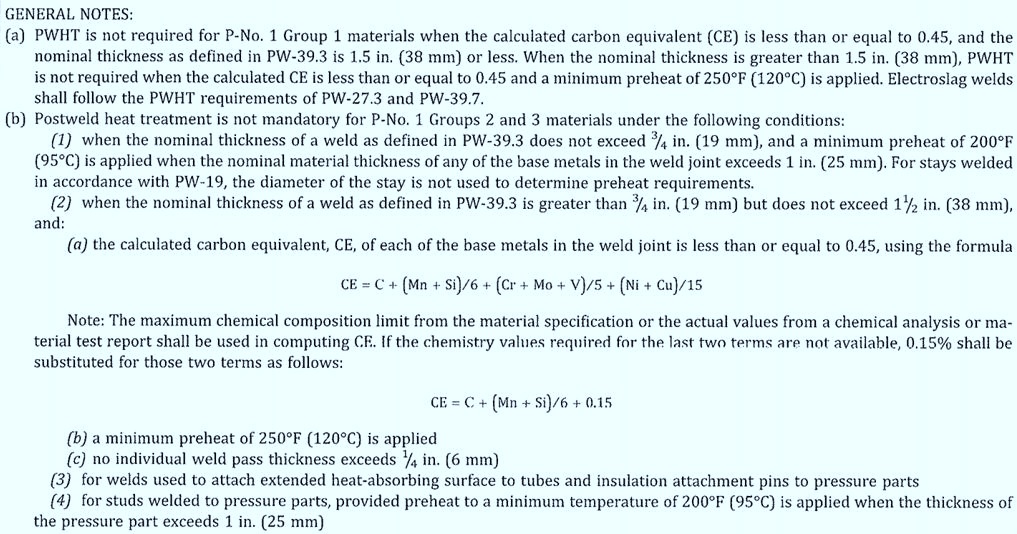
(a) 탄소 당량(CE)가 0.45% 이하이고 두께가 38mm를 초과하지 않는 경우 P-No. 1, Gr. No. 1, 2, 3에 대해 용접 후 열처리는 의무사항이 아니다. 두께가 38mm 초과하는 경우 탄소 당량(CE)가 0.45% 이하 이고 최소 예열 온도 120℃로 예열했을 때 용접 후 열처리는 의무사항이 아니다. 일렉트로슬래그 용접의 용접 후 열처리 요구 사항은 PW-27.3과 PW-39.7에 따른다.

(b) 다음 조건에 해당하는 경우 P-No. 1, Gr. No. 1, 2, 3에 대해 용접 후 열처리는 의무사항이 아니다.
(1) 그루브 용접이나 그루브와 필릿 조합 용접의 호칭 두께가 19mm(3/4in)를 초과하지 않고, 용접 이음부 모재의 어느 쪽이든 호칭 두께가 25mm(1 in)를 초과 하는 경우 최소 95℃로 예열 했을 때
(2) 그루브 용접이나 그루브와 필릿 조합용 접의 호칭 두께가 19mm보다 크지만 38mm를 초과하지 않고
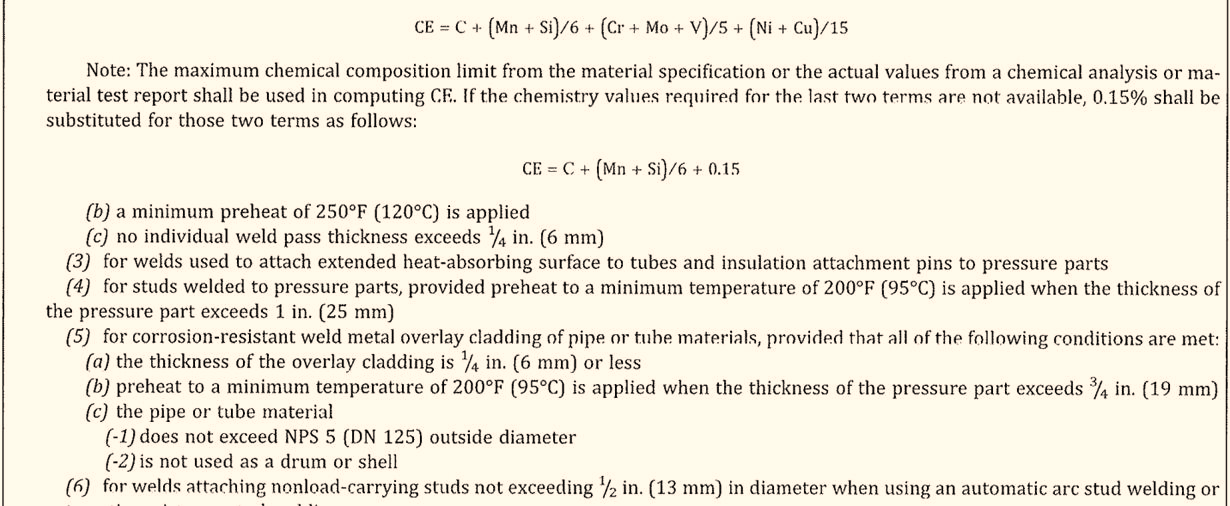
a) 용접부 모재 어느 것이든 다음식을 사용하여 계산한 탄소 당량(CE)이 0.45% 이하인 때
(주) CE 계산 시 재료 표준에서 화학성분 최대치나 화학분석이나 재료시험 보고서에 실제 값을 적용해야 한다. 위 공식의 뒤에서 두 개 항에 필요한 화학성분을 구할 수 없으면 다음과 같이 두 개 항 대신 0.15%를 적용해야 한다.
b) 최소 예열 온도를 120℃로 했을 때
c) 용접 패스의 개별 두께가 6mm를 초과하지 않을 때
(3) 확장된 열흡수판을 튜브에 부착하거나 단열부착핀을 압력부에 부착하는 용접
(4) 압력부에 용접하는 스터드로서 압력부의 두께가 25mm를 초과하는 경우 95℃이상으로 예열
하는 조건입니다.
위 조건들에 해당되면 PWHT를 하지 않아도 되지만 해당되지 않으면 열처리를 해야 합니다. 두께 기준은 38MM입니다.
기타 조건도 있지만 Code 참조하여 스터디 하시기 바랍니다.
위 언급된 내용은 Latest Edition에 따라 변경될 수 있지만 Concept만 으로 참조바랍니다.

기타 궁금한 사항 있으면 댓글 남겨 주시면 답해드리겠습니다.
감사합니다.




댓글