
8.5 Visual Examination (VE)
8.5.1 The Manufacturer shall determine and certify that each visual examiner meets the following requirements.
제조자는 각 육안 검사자가 다음 요구 사항을 충족하는지 확인하고 증명해야 한다.
a) Has vision (with correction, if necessary) to be able to read a Jaeger Type 2 standard chart at a distance of not less than 300 mm (12 in.) and is capable of passing a color contrast test. Examiners shall be checked annually to ensure that they meet this requirement; and
300 mm(12 in) 이상의 거리에서 Jaeger Type 2 표준 차트를 읽을 수 있는 시력(필요한 경우 수정)이 있으며, 색상 대비 테스트를 통과할 수 있다. 검사자는 매년 이 요건을 충족하는지 확인해야 한다.
b) Is competent in the technique of the visual examination, including performing the examination and interpreting and evaluating the results; however, where the examination method consists of more than one operation, the examiner performing only a portion of the test need only be qualified for the portion that the examiner performs. 검사의 수행 및 결과의 해석 및 평가를 포함하여 육안 검사 기법에 있어 유용하다. 그러나 검사 방법이 둘 이상의 작업으로 구성되는 경우, 검사의 일부만 수행하는 검사자는 검사자가 수행하는 부분에 대해서만 자격이 주어진다.
8.5.2 A weld shall be acceptable by visual examination if the inspection shows the following.
용접은 육안검사를 통해 허용되어야 하며, 검사결과 다음과 같은 결과가 나타나야 한다.
a) There are no crater cracks, other surface cracks or arc strikes in or adjacent to the welded joints.
용접 이음부 또는 그 주변에는 크레이터 균열, 기타 표면균열 또는 아크 스트라이크 등이 없어야 한다.
b) Maximum permissible undercut is 0.4 mm (1/64 in.) in depth for vertical butt joints, vertically oriented permanent attachments, attachment welds for nozzles, manholes, flush-type openings, and the inside shell-to-bottom welds.
최대 허용 언더컷은 수직 맞대기 이음, 수직 지향 영구 부착물, 노즐, 맨홀, 플러시형 개구부 및 내부 셸-하부 용접의 경우 깊이가 0.4mm(1/64인치)이다.
For horizontal butt joints, horizontally oriented permanent attachments, and annular-ring butt joints, the maximum permissible under cut is 0.8 mm (1/32 in.) in depth.
수평 맞대기 이음에 대해선, 수평방향 영구 부착물 및 어눌러 링 맞대기 이음의 경우, 언더컷이 허용되는 최대 깊이는0.8mm(1/32인치).
c) The frequency of surface porosity in the weld does not exceed one cluster (one or more pores) in any 100 mm (4 in.) of length, and the diameter of each cluster does not exceed 2.5 mm (3/32 in.).
용접부의 표면 다공성의 빈도는 100mm(4인치) 길이에서 1개 이상의 클러스터(포자)를 초과하지 않아야 하고, 각 클러스터의 직경은2.5mm(3/32인치)를 초과하지 않아야 한다.
d) The reinforcement of the welds on all butt joints on each side of the plate shall not exceed the following thicknesses:
플레이트 양쪽의 모든 맞대기 이음에 대한 용접부의 보강(여성)은 다음 두께를 초과해서는 안 된다.
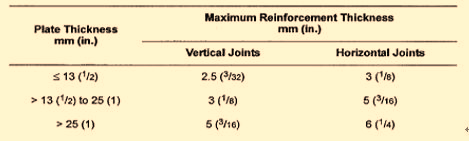
The reinforcement need not be removed except to the extent that it exceeds the maximum acceptable thickness or unless its removal is required by 8.1.3.4 for radiographic examination.
여성은 최대 허용 두께를 초과하는 정도 또는 방사선 투과 검사에 8.1.3.4가 필요하지 않은 경우 이 외에는 제거 할 필요가 없다.
8.5.3 A weld that fails to meet the criteria given in 8.5.1 shall be reworked before hydrostatic testing as follows: 8.5.1에 제시된 기준을 충족하지 못하는 용접부는 다음과 같이 수압 시험 전에 재 작업해야 한다.
a) Any defects shall be removed by mechanical means or thermal gouging processes. Arc strikes discovered in or adjacent to welded joints shall be repaired by grinding and re-welding as required.
모든 결함은 기계적 수단이나 열적 게이징 프로세스에 의해 제거되어야 한다. 용접 이음부 또는 용접 이음부 근처에서 발견된 아크 타격은 필요에 따라 연마 및 재 용접하여 수리해야 한다.
Arc strikes repaired by welding shall be ground flush with the plate.
용접에 의해 수리된 아크 스트라이크는 플레이트와 함께 접지 되어야 한다.
b) Re-welding is required if the resulting thickness is less than the minimum required for design or hydrostatic test conditions.
두께가 설계 또는 수압 시험 조건에 필요한 최소치 미만인 경우 재 용접이 필요하다.
All defects in areas thicker than the minimum shall be feathered to at least a 4: 1 taper.
모든 결함은 최소치보다 두꺼운 영역은 적어도 4:1 기울기 여야 한다.
c) The repair weld shall be visually examined for defects.
수정 용접은 육안 검사 되어야 한다.

'품질이야기' 카테고리의 다른 글
| FCL, LCL, CY, CFS ? 이게 머선 말이고~ (0) | 2022.02.08 |
|---|---|
| API 650 12TH ED.) MT AND PT (0) | 2022.02.07 |
| API 650 12TH ED.) RT, MT, UT, PT, VB, VE, OIL TEST (Summary of NDE Requirements) (0) | 2022.02.07 |
| API 650 12TH ED.) 용접 & 육안검사 (0) | 2022.02.07 |
| API 650 12TH ED.) SECTION 8-METHODS OF EXAMINING JOINTS (RT) (0) | 2022.02.07 |




댓글